Aloi za nickel Mwongozo wa electrode ERNiCrMo-3(Mod) Uunganisho wa soldering






COMPONET YA KIKEMIKALI:
| ALLOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Fe | Nb+Ti |
| MFANO THAMANI | 0.01 | 0.12 | 0.44 | 21.7 | 62.7 | 8.25 | 0.003 | 0.003 | 0.9 | 3.41 |
MALI YA MITAMBO:
| MALI | NGUVU YA MAVUNO(MPa) | NGUVU YA UPANUZI(MPa) | THAMANI YA IMAPACT J/℃ | UREFU(%) | ||||
| MFANO THAMANI | - | 765 | - | 38 | ||||

Utungaji kuu ni 61Ni-22Cr-9Mo-3.5Nb+Ta, ambayo ni nyenzo ya kulehemu ya nickel-chromium-molybdenum inayotumiwa zaidi.
Wakati waya wa kulehemu wa TIG unaojikinga ni kulehemu, mipako ya kinga itapenya nyuma ya bwawa la weld, na kuunda safu mnene ya kinga kwa usawa mbele na nyuma ya kifungu cha weld, ili pande zote mbili za kifungu cha weld ziwe. haijaoksidishwa. Ulehemu wa upande mmoja huundwa kwa pande zote mbili, na slag ya kulehemu itaanguka moja kwa moja baada ya kifungu cha weld kilichopozwa.


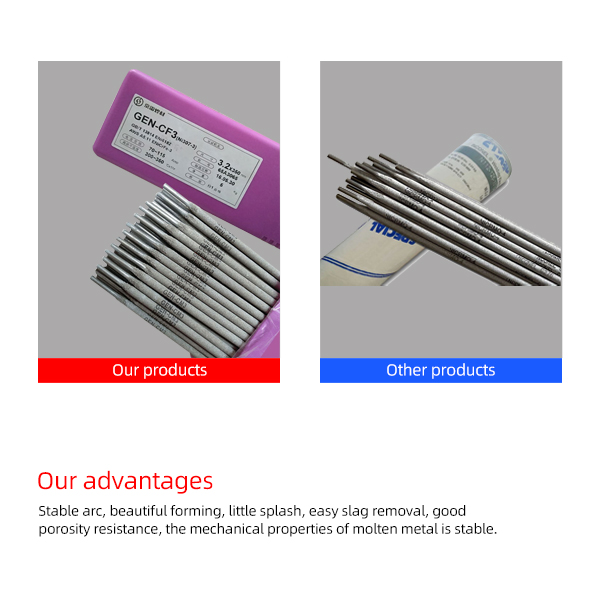
Njia ya kulehemu ya waya ni sawa na ile ya waya ya kawaida ya nickel msingi wa argon. Mipako maalum juu ya uso haina athari mbaya juu ya weldability na mali ya mitambo. Arc ni imara, kutengeneza ni nzuri, na mtiririko wa chuma cha moto ni mzuri.











-
Shaanxi Pucheng -50℃ mradi wa tanki ya propane spherical
-
mapipa milioni 2.3 ya SBM Fast4ward FPSO
-
Nguvu ya Nyuklia ya Shandong CV20

COMPONET YA KIKEMIKALI:
| ALLOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Fe | Nb+Ti |
| MFANO THAMANI | 0.01 | 0.12 | 0.44 | 21.7 | 62.7 | 8.25 | 0.003 | 0.003 | 0.9 | 3.41 |
MALI YA MITAMBO:
| MALI | NGUVU YA MAVUNO(MPa) | NGUVU YA UPANUZI(MPa) | THAMANI YA IMAPACT J/℃ | UREFU(%) | ||||
| MFANO THAMANI | - | 765 | - | 38 | ||||





