Vyuma vya Juu vya Carbon Mwongozo wa electrode E9818-G Utengenezaji wa soldering






COMPONET YA KIKEMIKALI:
| ALLOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| GB/T KANUNI | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | - | - | ≥0.20 | ≥0.10 |
| KANUNI ZA AWS | - | - | - | - | - | - | - | - | - | - |
| MFANO THAMANI | 0.050 | 1.50 | 0.27 | 0.83 | 3.35 | 0.72 | 0.005 | 0.004 | 0.018 | 0.004 |
MALI YA MITAMBO:
| MALI | NGUVU YA MAVUNO(MPa) | NGUVU YA UPANUZI(MPa) | JOTO℃xh | THAMANI YA IMAPACT J/℃ | UREFU(%) | |||||
| GB/T KANUNI | - | - | - | - | - | |||||
| KANUNI ZA AWS | - | - | - | - | - | |||||
| MFANO THAMANI | 915 | 992 | - | 65/-20 | 16 | |||||
VIGEZO VINAVYOPENDEKEZWA VYA KUCHOMEZA:
| MAELEZO YA DIAMETERS(mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | ||||||
| UMEME (Amp) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| O/W | 50-80 | 90-120 | 130-160 | - | ||||||

980Mpa yenye nguvu ya juu ya chini ya aina ya poda ya ferrohydrogen ya aloi ya chini ya elektrodi.
Arc imara, splash ndogo, uondoaji mzuri wa slag


Utendaji bora wa kulehemu wa kila mahali, uthabiti mzuri wa halijoto ya chini, ukinzani wa nyufa na ushupavu wa athari ya joto la chini.













COMPONET YA KIKEMIKALI:
| ALLOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| GB/T KANUNI | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | - | - | ≥0.20 | ≥0.10 |
| KANUNI ZA AWS | - | - | - | - | - | - | - | - | - | - |
| MFANO THAMANI | 0.050 | 1.50 | 0.27 | 0.83 | 3.35 | 0.72 | 0.005 | 0.004 | 0.018 | 0.004 |
MALI YA MITAMBO:
| MALI | NGUVU YA MAVUNO(MPa) | NGUVU YA UPANUZI(MPa) | JOTO℃xh | THAMANI YA IMAPACT J/℃ | UREFU(%) | |||||
| GB/T KANUNI | - | - | - | - | - | |||||
| KANUNI ZA AWS | - | - | - | - | - | |||||
| MFANO THAMANI | 915 | 992 | - | 65/-20 | 16 | |||||
VIGEZO VINAVYOPENDEKEZWA VYA KUCHOMEZA:
| MAELEZO YA DIAMETERS(mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | ||||||
| UMEME (Amp) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| O/W | 50-80 | 90-120 | 130-160 | - | ||||||
-

Electrode ya Mkono ya 550Mpa Kwa Chuma chenye Nguvu ya Juu
-

Vyuma vya juu vya Carbon SAW waya wa kulehemu F6A0-EM12 a...
-
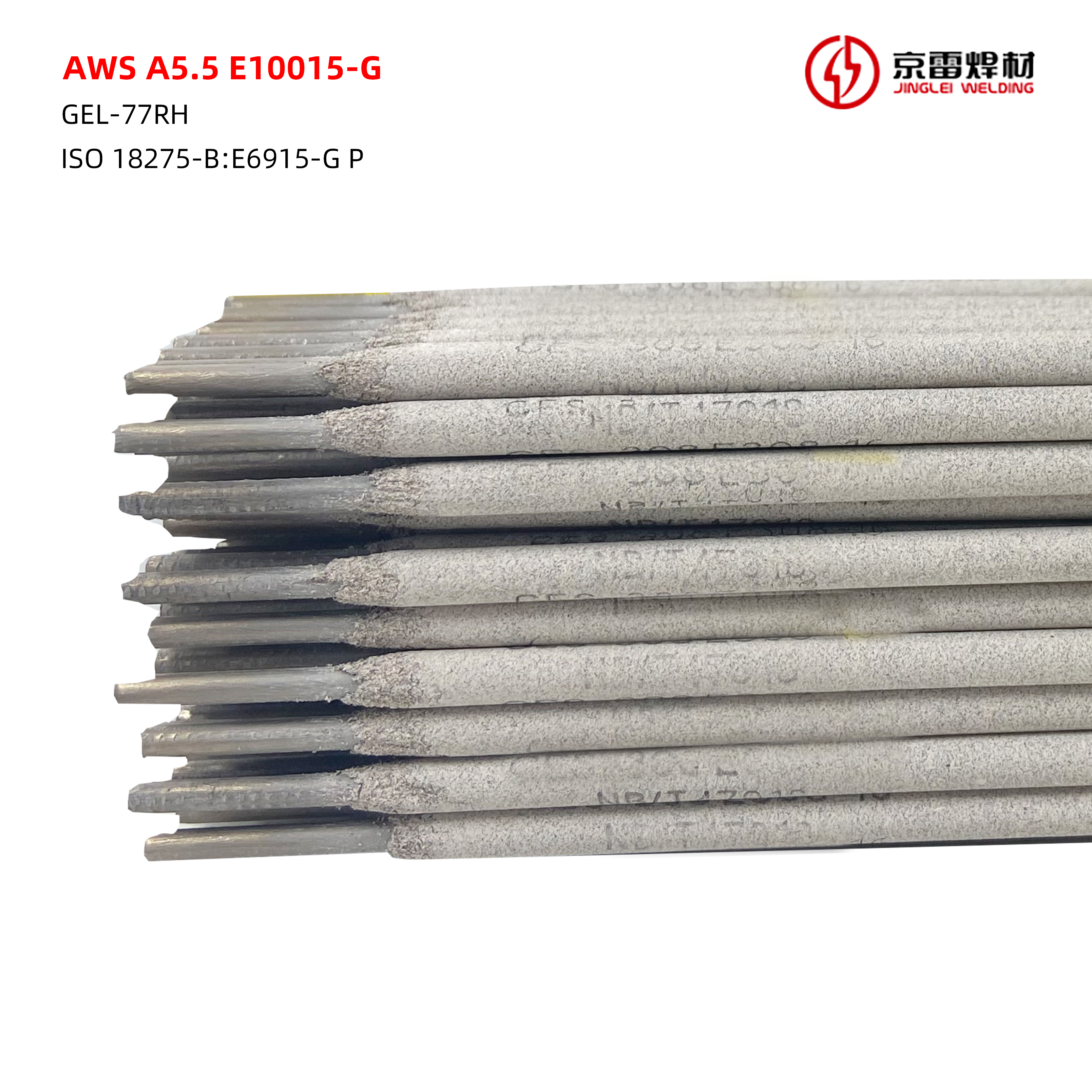
Vyuma vya Juu vya Carbon E10015-G -50 ℃ tanki ya propani ...
-

Vyuma vya chini vya Carbon huchomea data ya utengenezaji wa E7015-G
-

Vyuma vya juu vya Carbon SAW waya wa kulehemu F7A0-EM12 a...
-

CEHigh Carbon vyuma Mwongozo electrode E7018 pamoja...






Andika ujumbe wako hapa na ututumie